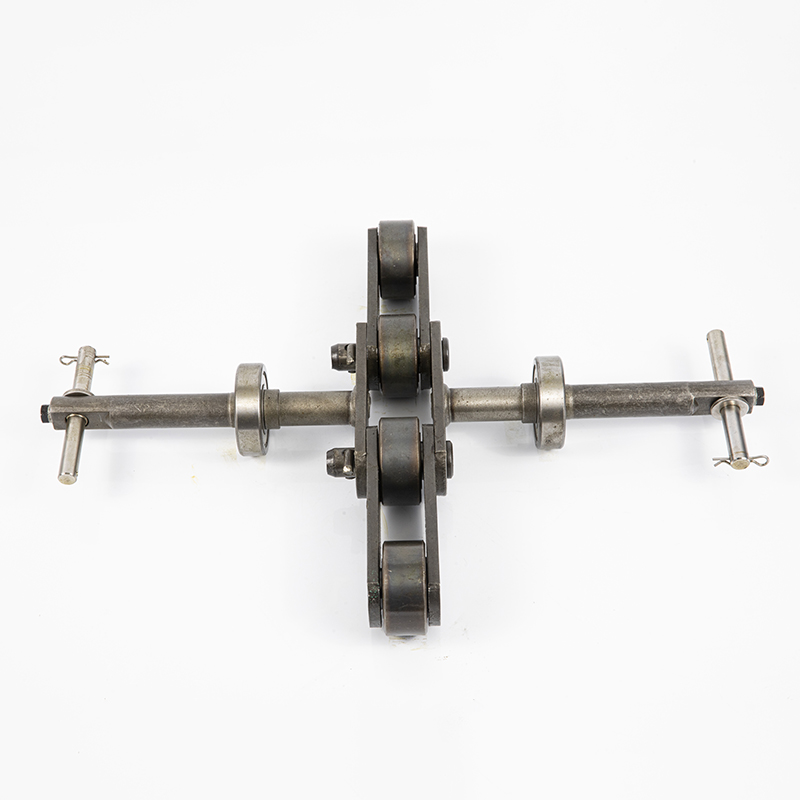
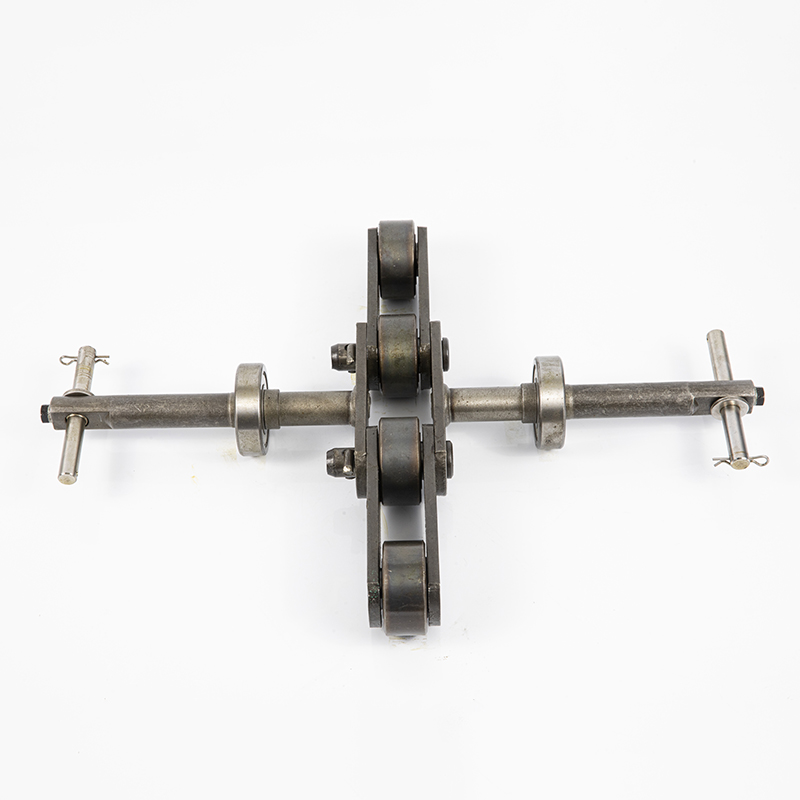
장갑 생산용 이중 롤러 컨베이어 체인
동력 전달 체인의 종류와 특징은 다음과 같습니다.
1. 표준 구동 롤러 체인은 JIS 및 ANSI 규격에 따른 일반 구동 롤러 체인입니다.
2. 플레이트 체인은 체인 플레이트와 핀으로 구성된 매달린 체인입니다.
3. 스테인리스 스틸 체인은 의료, 물, 고온 등의 특수 환경에서 사용할 수 있는 스테인리스 스틸 체인입니다.
4. 방청 체인은 표면에 니켈 도금이 된 체인입니다.
5. 표준 액세서리 체인은 동력 전달을 위해 표준 롤러 체인에 액세서리가 부착된 체인입니다.
6. 중공핀 체인은 속이 빈 핀으로 연결된 체인으로, 핀이나 가로대와 같은 부속품은 고객 요구에 따라 자유롭게 부착하거나 제거할 수 있습니다.
7. 복피치 롤러 체인(A형)은 JIS 및 ANSI 규격에 따른 표준 롤러 체인보다 피치가 두 배인 체인입니다. 평균적인 길이와 가벼운 무게를 가진 저속 구동 체인으로, 축간 거리가 긴 장치에 적합합니다. 8. 복피치 롤러 체인(C형)은 JIS 및 ANSI 규격에 따른 표준 롤러 체인보다 길이가 두 배인 체인입니다. 주로 저속 구동 및 취급에 사용되며, 표준 직경의 S형 롤러와 대구경의 R형 롤러를 사용합니다.
9. 이중 피치 액세서리 롤러 체인은 이중 피치 롤러 체인에 액세서리가 부착된 체인으로, 주로 운송에 사용됩니다.
10. ISO-B형 롤러 체인은 ISO606-B 규격에 기반한 롤러 체인입니다. 영국, 프랑스, 독일 등에서 수입되는 제품에서 이 모델을 더 많이 사용합니다.
장갑 탈피기는 다양한 장갑 제조업체에서 생산 효율성과 제품 품질 향상을 위해 널리 사용됩니다. PVC 장갑 탈피기, 니트릴 장갑 탈피기, 라텍스 장갑 탈피기 등 주요 종류로 나뉘며, 다양한 장갑 제조업체의 요구를 충족합니다.
장갑 탈형기의 작동 과정은 다음과 같습니다. 동기식 동력 전달 메커니즘의 구동 스프로킷이 장갑 생산 라인의 손 금형의 주 구동 체인과 맞물려 동력을 가이드 레일 제어 장치로 전달합니다. 가이드 레일 제어 장치는 손 금형과 1:1로 대응하여 설치되며, 장갑 탈형 메커니즘은 손 금형에 대해 종방향 동기 이동, 횡방향 분리 이동, 기계식 클로 개폐의 주기적인 동작을 수행하여 장갑 탈형의 모든 작업을 완료합니다. 장갑 불어넣기 및 장갑 탈형은 각각 기계식 클로의 초기 클램핑으로 손 금형을 조이는 것과 장갑을 빼내는 것에 대응하며, 장갑을 기계식 클로에 불어넣거나 기계식 클로에서 불어내어 장갑 탈형의 완전 자동화를 구현합니다.
장갑 탈형기계의 특징: 장비와 생산 라인이 동기식으로 작동하며 모터가 필요 없어 작동이 원활하고 소음이 적습니다. 장갑은 손 모양 금형에 끼워 넣기부터 블로우 성형 및 플랜징, 매니퓰레이터 플레어링, 매니퓰레이터 외측 이동, 장갑 탈형 등 모든 공정이 한 번에 완료됩니다. 빠른 탈형 속도, 적은 작업자 수, 낮은 생산 비용, 우수한 제품 품질 및 높은 생산량 등의 장점을 가지고 있으며, 수작업을 대체할 수 있습니다.